
We specialize in hard to find items

All Categories




*Price and Stocks may change without prior notice
*Packaging of actual item may differ from photo shown
- Electrical items MAY be 110 volts.
- 7 Day Return Policy
- All products are genuine and original








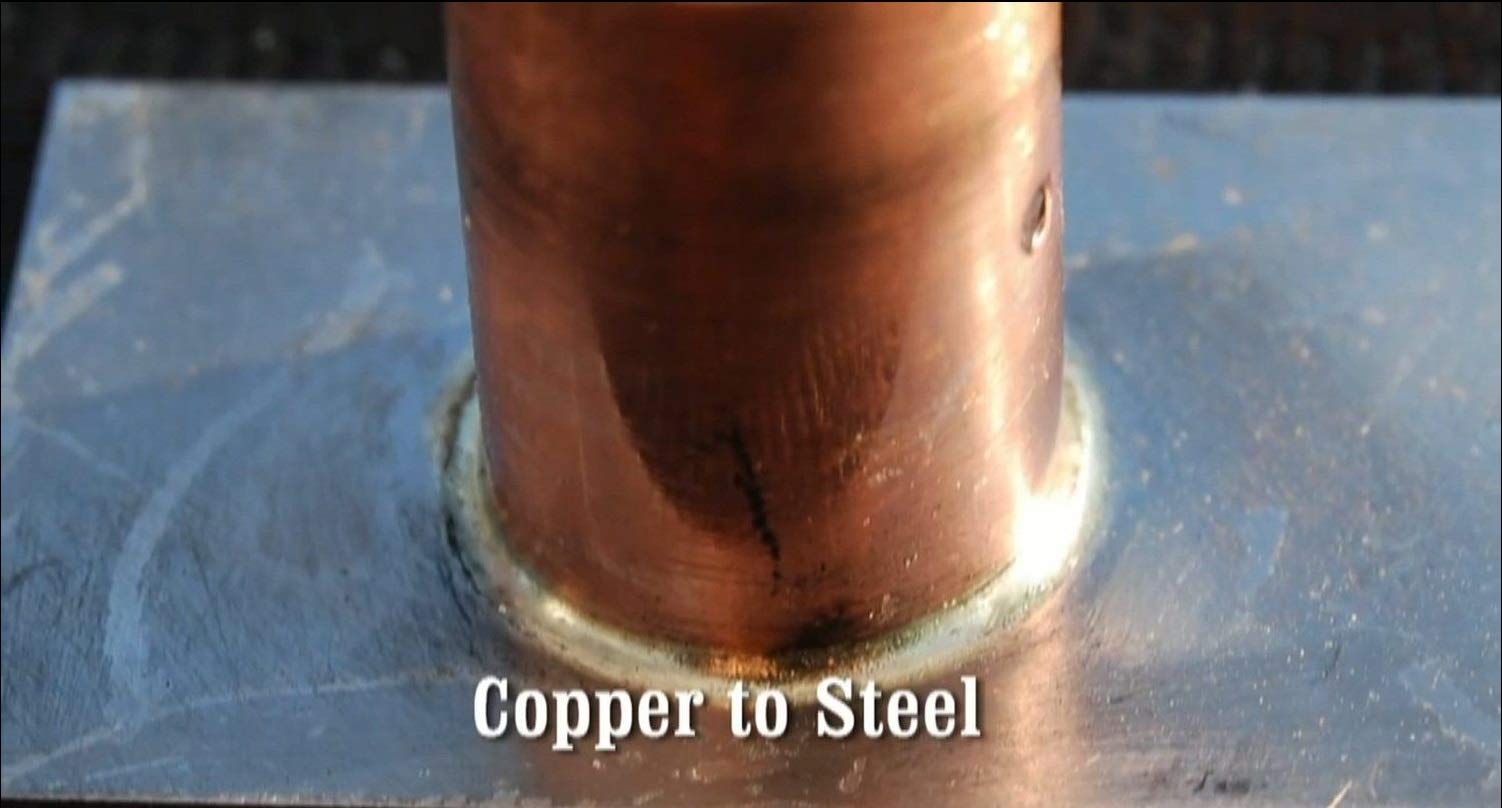
SSF-6 56% Silver Solder 10 rod Features
-
Contains: 10 18-inch flux covered rods
-
Tensile strength up to 70,000 PSI
-
Produces leak-tight, smooth, electrically conductive and corrosion-resistant joints
-
1 inch of material can flow 18 inches on thin tight-fitting metals
-
Flows in all positions at 1150°F
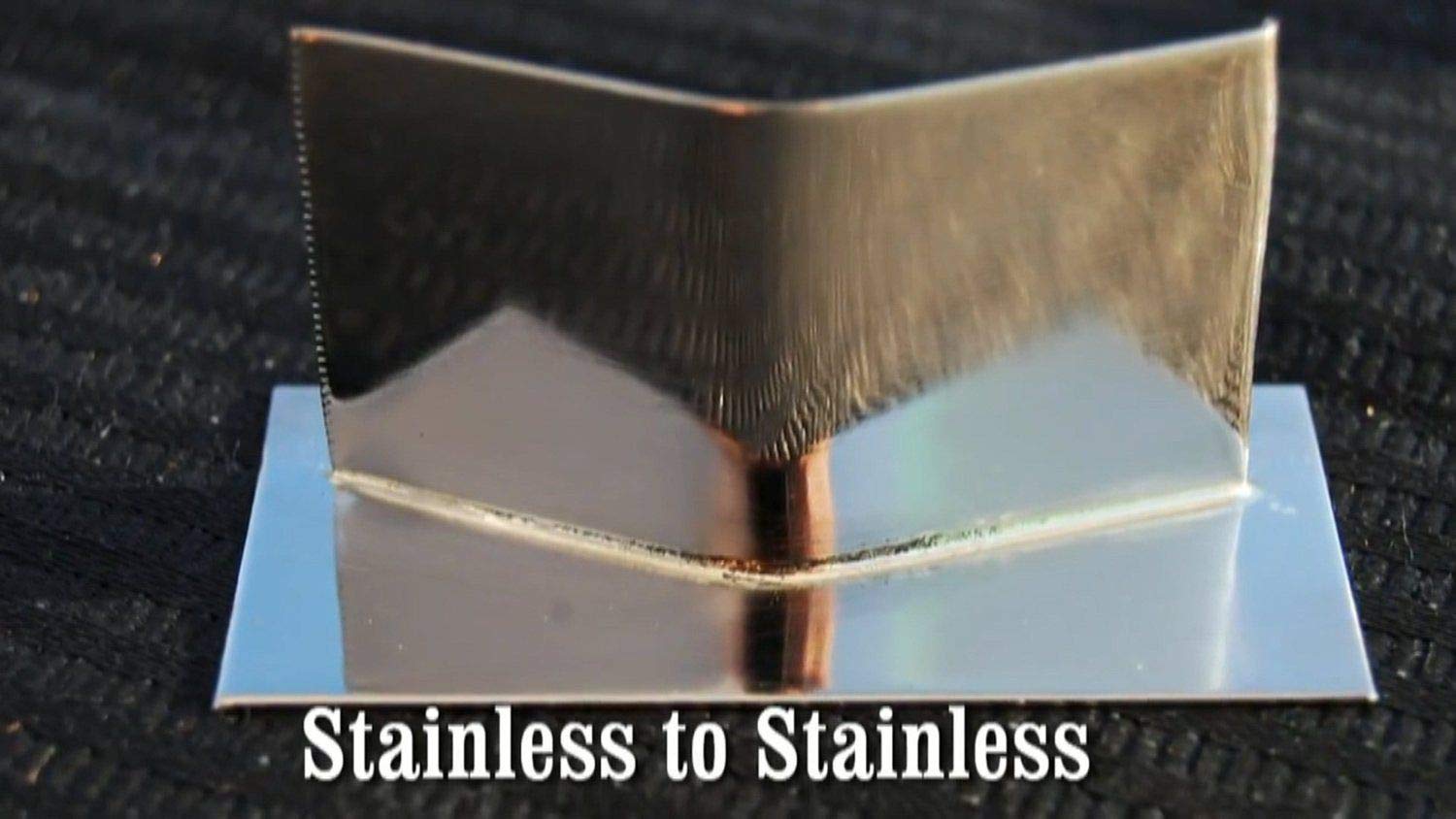
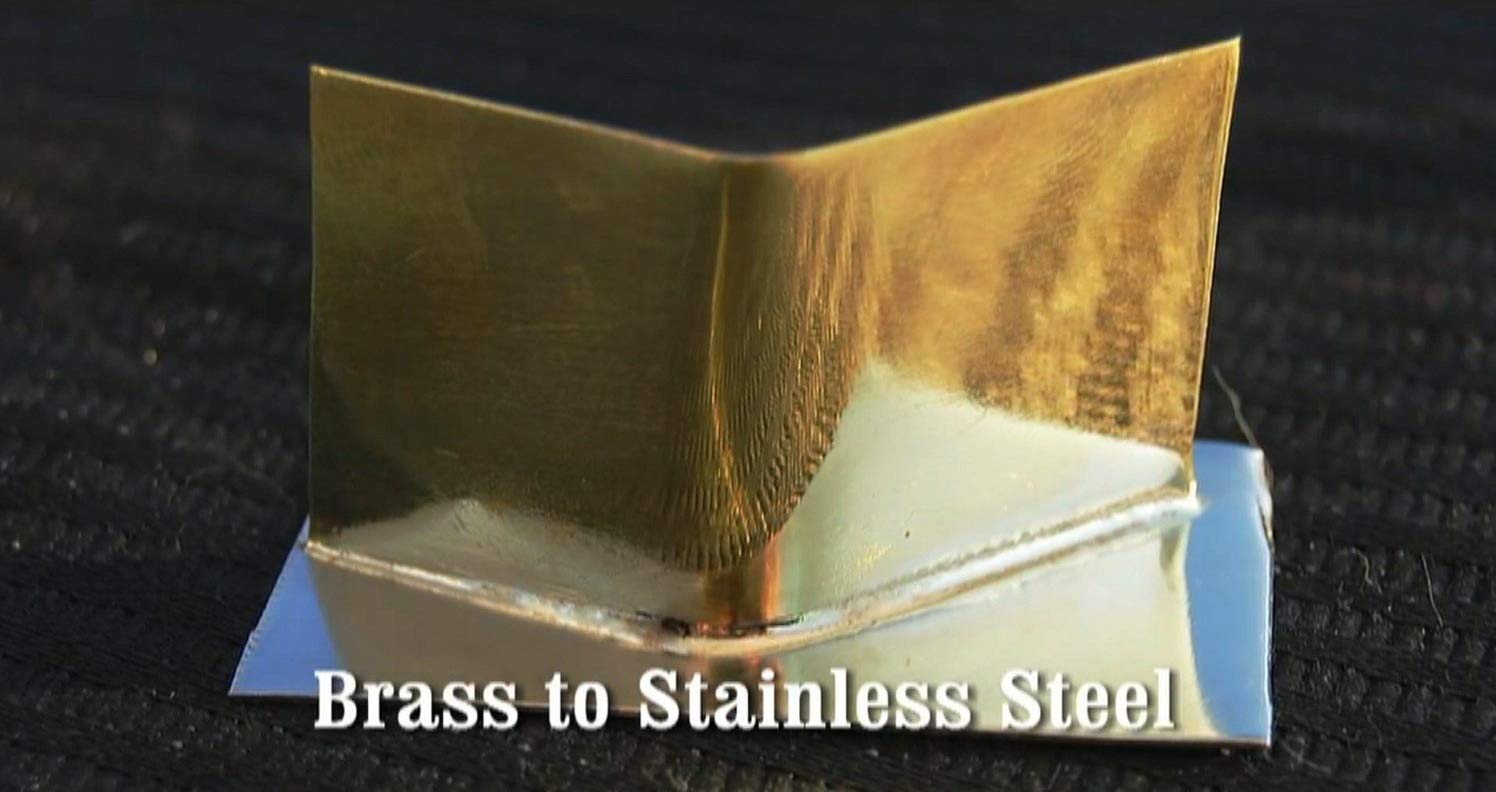
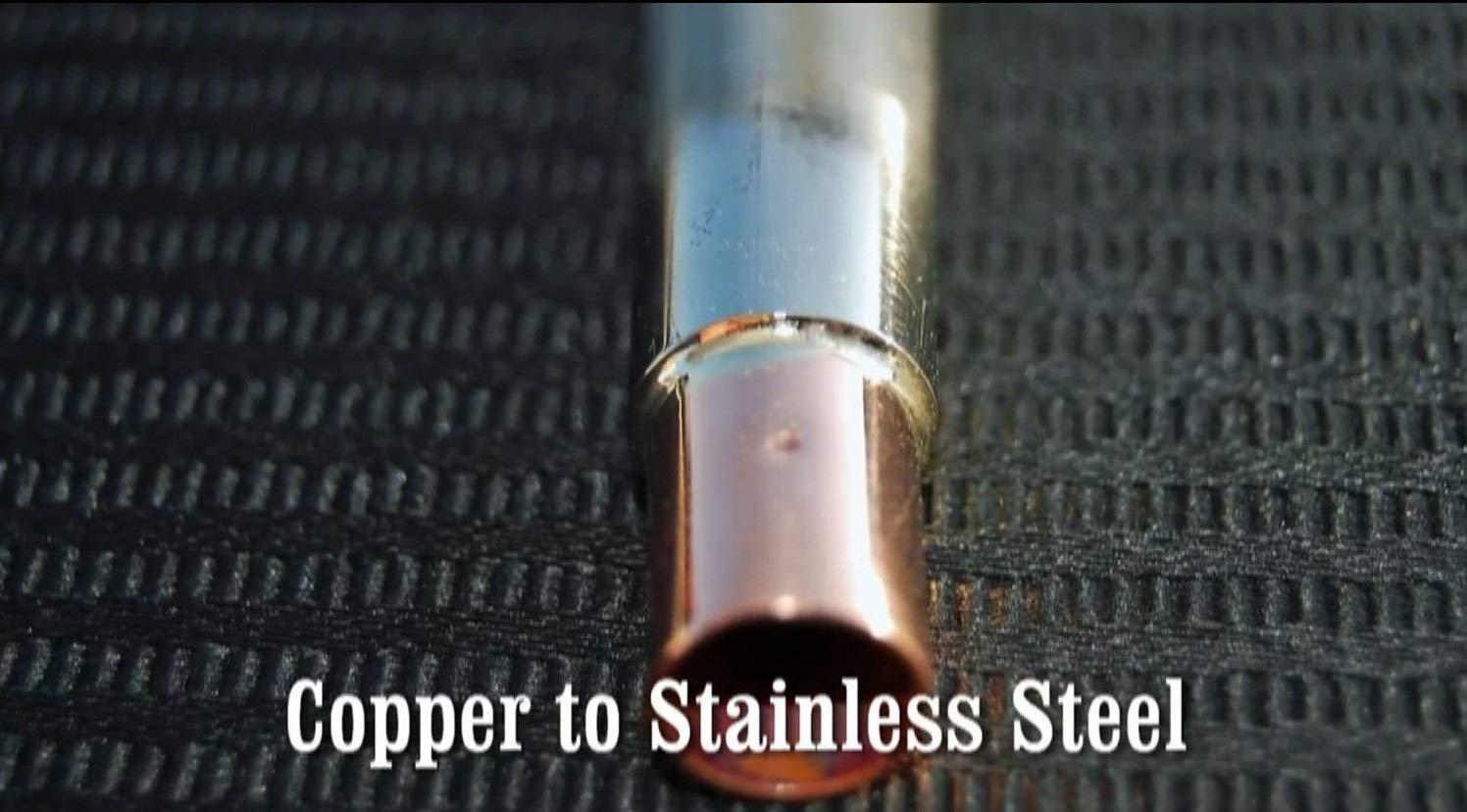
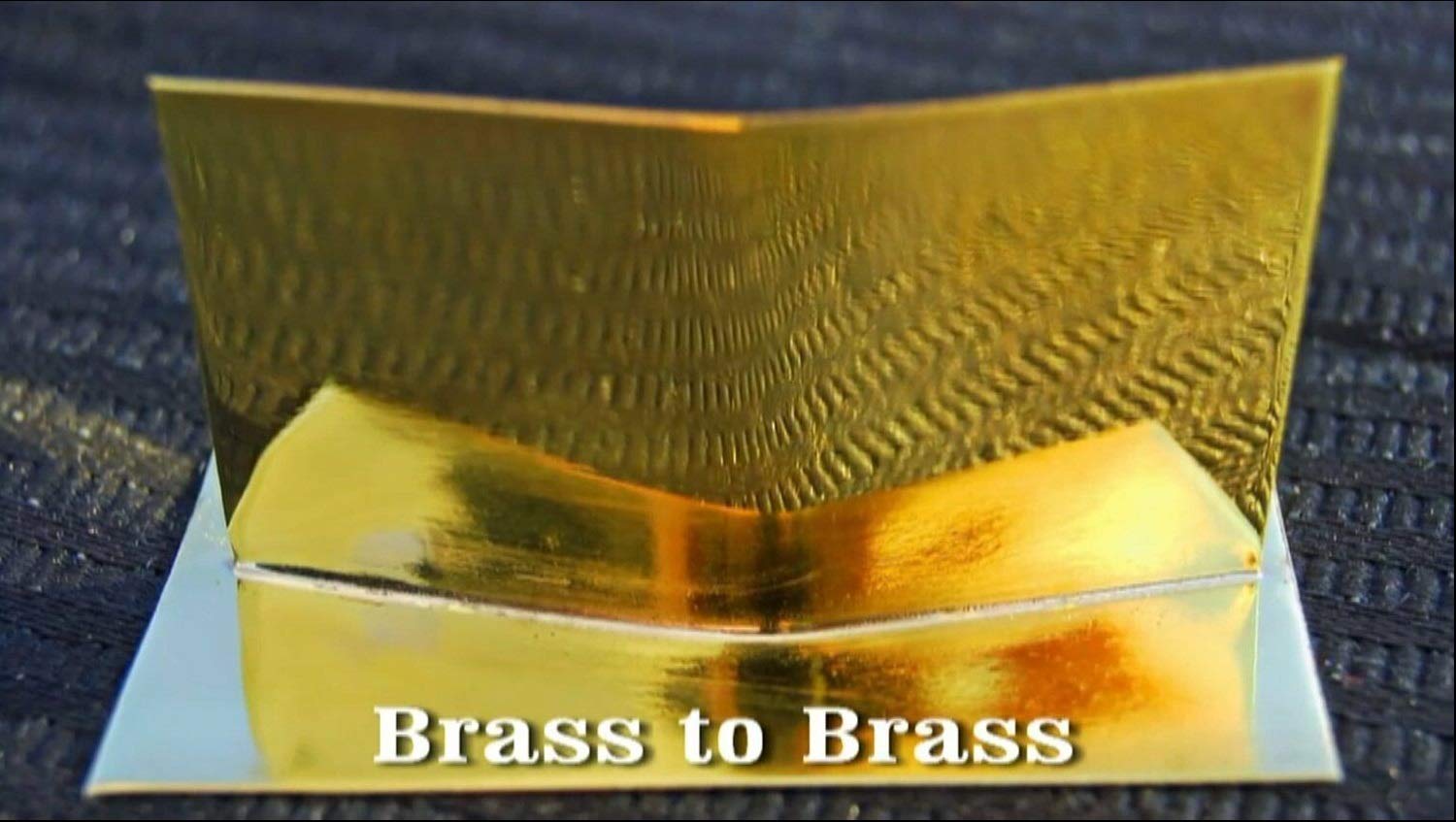
About SSF-6 56% Silver Solder 10 Rod
Standard shipping orders are shipped USPS Priority or UPS 3 Day select. Shipping prices are determined by UPS and USPS directly, we do not determine their prices. SSF-6 is high-strength 56% silver solder alloy. An ideal replacement for fluxless silver solder coils, our flux-coated rod has high thin flow, flows easily, and can be used with a variety of metals at over 70,000 psi. SSF-6 is the only fluxed silver solder that's strong enough to clean oxidized stainless steel, and SSF-6 wets even burned stainless. It can be used on cast iron, as well as for bonding stainless steel, brass, copper, bronze, mild steel, carbon steel, chrome-moly, German steel, inconel , cuprenickel, and cast steel individually or with other metals. To ensure safe use for medical and pharmaceutical applications, our product is also cadmium-free. Important note: Can be used with any torch, however, you MUST be able to heat the parent metal to 1150° F to flow the rod properly. If the rod does not flow, you are not heating the parent metal hot enough to melt and flow the rod. For large masses or thick metal (such as cast iron) an oxyacetylene torch is required. Not suitable for dirty or oil-soaked cast iron. Use 72 & 77 for dirty or oil-soaked cast iron.********************2017 MuggyWeld LLC - All rights reserved. Images and product descriptions on this page are copyrighted and may not be used under any circumstances without written permission from Muggy Weld.




